Плазменная резка

3 D плазменная резка — поговорим сегодня о ней.
Начало плазменной резки со снятием фаски было положено еще в 80-ых годах прошлого века. Впервые этим вопросом заинтересовались судостроители, к ним подключились промышленные предприятия. Однако, плазменная резка со снятием фаски требует четкого понимания самого процесса, 100 % знание оборудования, которое используется в работе. А чтобы достичь требуемого качества, оператор должен знать особые параметры и уметь настроить оборудование.
Наш телефон 8-800-250-38-60
Станок плазменной резки с 3 D головкой может быстро и без видимых усилий изготовить сложные детали с фаской. А вот если брать в расчет классическую технологию, то на изготовление той же самой детали потребуется много часов дорогостоящей фрезеровки.
Станок плазменной резки с 3 D ротационной головкой приводит в восторг инженеров, технологов и обывателей. «Хочу этот станок!» -это нормальная естественная реакция. Потому что все мы люди и подвержены эмоциям. И тут начинаются лихорадочные поиски причин и оправданий, чтобы заполучить это чудо техники на свое производство.
В настоящее время на производствах используют два метода снятия фаски: термический и механический.
Механическая фаска считается самой лучшей ,качественной и выполняется на специальном оборудовании –кромкорезах, фрезерных станках и других приспособлениях. Преимущества данного способа:
- После снятия фаски изделие сохраняет свою структуру и сохраняет физико-химические свойства
- Механический способ обеспечивает высокую герметичность и надежность будущих сварочных швов
Термический способ –воздушно-плазменная и газопламенная. Воздушно-плазменная нарезка фасок позволяет получить внешний вид близкий к заводской. Обязательное требование — идеально гладкая поверхность листа или трубы под определенным углом. Этот вид нарезки фаски является основным из-за экономичности и высокой производительности.
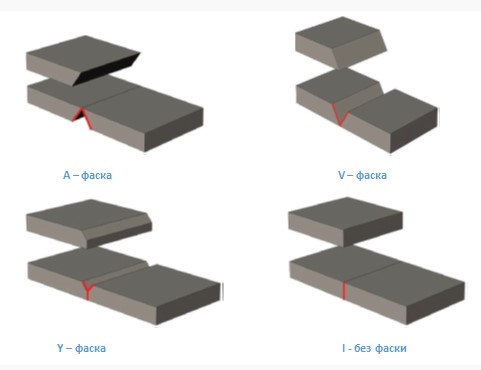
Плазменная резка «3D» осуществляется ротационной головкой под углом от 0° до 45°. Изменение наклона плазменного резака и вращение плазменного блока вокруг вертикальной оси производятся автоматически. Допускается изменение угла наклона непосредственно в процессе резки. V-, A- или Y-образная фаска.
Если рассматривать газо-плазменную резку фаски, то она не требует особых условий и характеризуется невысокой стоимостью. Однако, качество среза ниже, чем при заводском способе или воздушно-пламенном и требует дополнительной механической обработки. Такой способ, например, применяют для кустарной обработки труб бывших в употреблении.
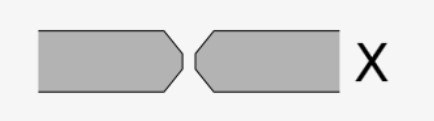
Газовая резка «3D» осуществляется поворотным газовым блоком, как вертикально (толщина резки до 150 мм), так и со снятием фаски под углом от 20° до 45°. Резка выполняется одним, двумя или тремя резаками одновременно. Форма фаски -V-, A-, X- или Y-образная.
Модуль газовой резки осуществляет полный цикл резки, включая автоподжиг, полное управление расходами газов для разных этапов резки (поджиг, подогрев, пробивка и резка) и стабилизацию зазора между резаком и листом. Кроме того все параметры задаются со стойки ЧПУ оператором вручную или из предварительно сохраненных настроек.
Но !!! Если вы планируете применять термический способ нарезки фаски, в изделии из-за перегрева появляется участок с измененными физическими и химическими свойствами (это зона термовлияния). Это негативно сказывается на герметичности и надежности будущих сварочных швов и на прочности самой конструкции.
Если отбросить эмоции и в спокойной обстановке оценить возможности, то можно сделать вывод: «Да, можно успешно и эффективно использовать 3D резку».
Кроме того не забывая учитывать следующие нюансы:
- Это не стандартное оборудование и поэтому цена будет на порядок выше.
- Требуется экономическое обоснование потерь при резке. При сравнении карт раскроя в варианте с фаской в металлолом уйдет плюс 5-10% металла. Самый лучший — это односторонний проход, а вот настроить Х-образные фаски сложнее, требуется несколько проходов.
- САПР только ускорит процесс, но не сможет полностью заменить инженера.
- Отклонения в геометрии и чистоте будут отличать изделия от ранее полученных при использовании механической обработки. Что повлечет за собой внесение изменений в документацию. Готово ли ваше производство к таким изменением?
- Внедрение технологии должно быть постепенным. Потому что затраты на освоение новых изделий с фаской в разы выше, чем без нее.
- Типовые, серийные изделия освоить гораздо легче, нежели единичные. Поэтому для разовых заказов возможно увеличение трудозатрат.
- Ошибки и брак бывают везде, поэтому требуется четкая отработка режимов.